您想继续阅读英文文章还
是切换到中文?
是切换到中文?
THINK ALUMINIUM THINK AL CIRCLE


The image used in this article is generated with an AI tool and does not depict any real-time moment
Every tonne of aluminium produced creates more than just the finished metal. Across primary production and recycling, the processes generate aluminium dross-an oxide-rich material that is increasingly attracting attention across the industry.
{alcircleadd}Global aluminium dross generation is projected to rise from 5.86 million tonnes in 2025 to 6.04 million tonnes in 2026, marking a 3.1 per cent increase, with volumes expected to grow by a further 13.4 per cent by 2030 and 5.7 per cent by 2032. The rise is being driven by expanding aluminium production and, increasingly, the rapid growth of secondary aluminium recycling.
This growing waste stream includes white dross, mainly generated during primary aluminium production and clean metal melting, and black dross, which typically arises from secondary scrap recycling using salt fluxes. Salt cake is the residual material left after metal recovery in rotary salt furnaces.
So, where does aluminium dross come from, and how is it being processed for recovery and reuse?
Where aluminium dross comes from across the value chain
Dross generation differs significantly across the aluminium value chain. In primary aluminium operations, it typically represents around 0.8 to 1.5 per cent of total output, while in secondary aluminium production the rate can rise to 5 to 12 per cent of input, depending largely on scrap quality, furnace efficiency and melting practices.
Further downstream, rolling mills producing sheet, plate and foil generally generate dross equivalent to 0.3 to 0.8 per cent of aluminium throughput, compared with around 0.5 to 1.5 per cent at extrusion plants. Foundries and die-casting facilities may record rates of 1 to 5 per cent, depending on furnace type and melt practices, while recycling and remelting operations can generate 3 to 8 per cent, particularly where secondary scrap forms a larger share of the feedstock. Read our report : ALuminium Dross Processing: Generation, Recovery & Strategic Roadmap for an indepth analysis.
The material itself is a complex mixture of metallic aluminium and compounds including aluminium oxides, nitrides, carbides, chlorides and fluorides. Its composition varies with the type of furnace, quality of feedstock, melting temperature, holding time and operating conditions, making recovery and treatment requirements highly process-specific.
Industry estimates put global aluminium dross generation at around 5 to 6 million tonnes annually, with secondary aluminium expected to account for much of the future increase. Secondary dross volumes alone are projected to rise from 3.72 million tonnes in 2025 to 4.93 million tonnes by 2032, representing a compound annual growth rate of about 4.1 per cent.
As aluminium recycling expands, the industry is paying greater attention to what happens after the melting stage. Rather than being treated solely as a residual waste stream, dross is increasingly being processed to recover remaining aluminium and other usable fractions, strengthening its role in resource efficiency and circular manufacturing.
Attend the webinar Hedging for recyclers - Become an expert in 6 hours to learn metal price risk management for recycling
Why are all aluminium drosses not the same?
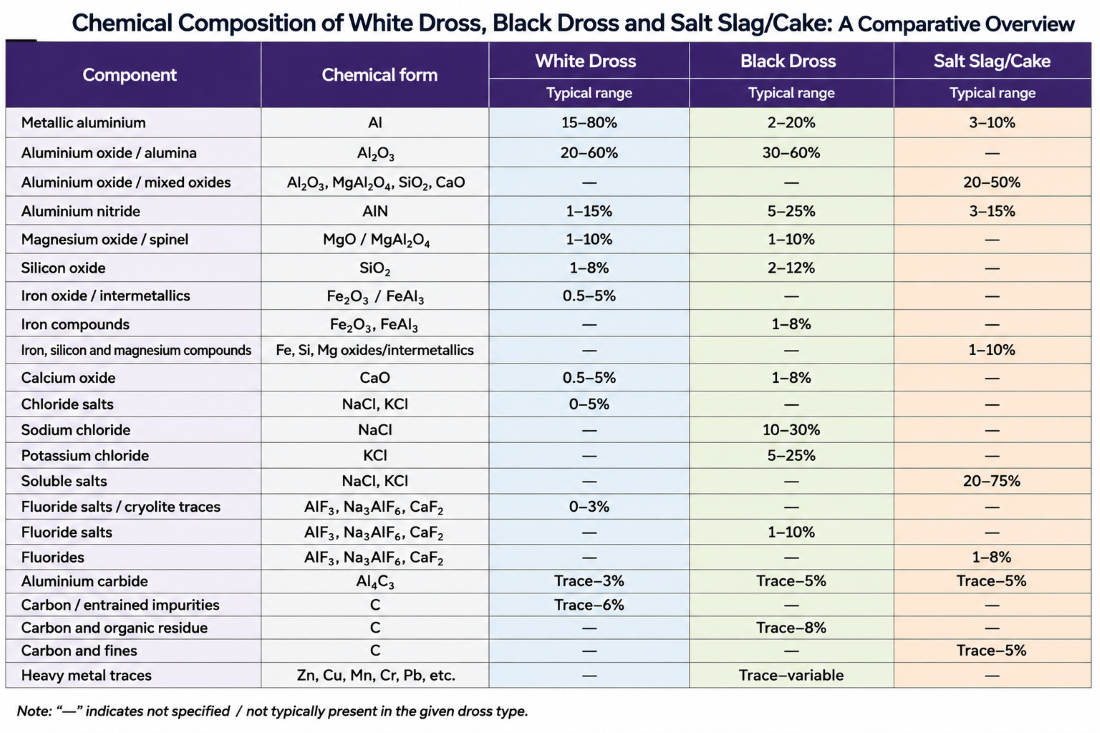
Aluminium dross is broadly classified into three categories-white dross, black dross and salt cake. Each forms at different stages of aluminium production or recycling and contains different proportions of metallic aluminium, oxides and salts. As a result, their recovery potential and treatment routes vary significantly.
White dross: Highest aluminium recovery potential
White dross, or primary dross, is generated mainly during primary aluminium smelting and the remelting of clean aluminium scrap. It generally contains the highest proportion of recoverable metallic aluminium, making it the most valuable dross type for recycling.
Its composition typically includes 15–80 per cent metallic aluminium and 20–60 per cent aluminium oxide (Al₂O₃), along with 1–15 per cent aluminium nitride (AlN), 1–10 per cent magnesium oxide and spinel compounds (MgO/MgAl₂O₄), and 1–8 per cent silicon oxide (SiO₂).
Iron oxide/intermetallic compounds (Fe₂O₃/FeAl₃) and calcium oxide (CaO) generally account for 0.5–5 per cent each. NaCl and KCl together usually remain below 5 per cent, while fluoride compounds such as AlF₃, Na₃AlF₆ and CaF₂ typically range from 0–3 per cent. Aluminium carbide (Al₄C₃) can range from trace levels to 3 per cent, while carbon and entrained impurities may reach 6 per cent.
Black dross: Lower metal, higher salt content
Black dross, or secondary dross, is generated mainly during the recycling of contaminated, painted, coated or mixed aluminium scrap. It contains less recoverable aluminium but significantly higher concentrations of oxides and salts, making treatment more complex.
Metallic aluminium generally accounts for 2–20 per cent, while Al₂O₃ makes up around 30–60 per cent. NaCl typically ranges from 10–30 per cent and KCl from 5–25 per cent, reflecting the salt fluxes used during secondary recycling to reduce oxidation and improve metal separation.
Black dross may also contain 5–25 per cent AlN, which can react with moisture to release ammonia. Other constituents include fluoride compounds and trace quantities of zinc, copper, chromium, manganese and lead.
Salt cake: Multiple recovery opportunities
Salt cake, or salt slag, is generated mainly during rotary salt furnace operations. It typically contains 3–10 per cent metallic aluminium, 3–15 per cent AlN, fluoride compounds, Al₄C₃ and iron-, magnesium- and silicon-bearing compounds, primarily as oxides and intermetallic phases.
Its high soluble-salt content requires careful handling because contact with water can release ammonia, methane and hydrogen. However, modern treatment systems can recover residual aluminium and separate NaCl and KCl for reuse in rotary furnace operations. The remaining oxide-rich fraction can also be utilised in cement, ceramics, mineral wool and refractory products.
How does the industry recover value from aluminium dross?
The choice of recovery technology depends mainly on metallic aluminium content, salt and oxide concentration, and the intended recovery objective. White dross is generally suited to mechanical separation and remelting, while black dross and salt cake often require thermal, salt-recovery or chemical treatment.
Increasingly, the objective is not simply to recover aluminium but to maximise the value of all components within the dross.
Mechanical separation and pre-treatment
Mechanical separation is usually the first stage of dross processing. Dross is cooled, crushed, milled and screened before magnetic and eddy current separators recover entrapped metallic aluminium.
The route is most effective for white dross and coarse metallic fractions, where aluminium can be physically separated from the oxide matrix. Recovery becomes more difficult when the material contains high salt concentrations, oxide fines or very fine aluminium particles.
Rotary salt furnace processing
Rotary salt furnaces remain widely used for black dross and secondary aluminium residues. Dross is charged into a rotary furnace with NaCl-KCl salt flux, which limits oxidation, improves metal separation and promotes aluminium coalescence.
Operating at around 800°C–1,000°C, the process produces recovered aluminium, salt slag, and furnace off-gases and dust. Recovery efficiency depends strongly on feed quality and process control.
Salt slag and salt recovery systems
Salt recovery systems treat residues generated by rotary salt furnaces. Through crushing, leaching, filtration, and crystallisation or evaporation, they recover reusable NaCl and KCl, extract residual aluminium and convert the remaining non-metallic fraction into reusable products or more stable materials for disposal.
Saltless or fluxless recovery
Saltless and fluxless technologies aim to recover aluminium without generating large volumes of salt slag. Instead of conventional NaCl/KCl fluxes, they use controlled furnace designs, tilting systems, induction heating, plasma processing or alternative reactive fluxes.
These routes can produce more stable oxide-rich residues suitable for cement, refractories, steelmaking fluxes and construction materials. Adoption depends on recovery efficiency, operating costs, environmental regulations and disposal economics.
Advanced pyrometallurgical technologies
Advanced thermal systems-including plasma furnaces, tilting rotary furnaces, induction furnaces and cold hearth systems-seek to improve aluminium recovery while reducing oxidation losses.
Compared with conventional rotary salt furnaces, some configurations offer tighter process control, improved energy efficiency and better integration with closed-loop recovery systems. However, they generally require greater technical expertise and more rigorous feed preparation.
Hydrometallurgical processing
Low-metal, oxide-rich and fine residues are often better suited to hydrometallurgical treatment. These processes use alkaline or acid leaching followed by precipitation, filtration and crystallisation to recover aluminium hydroxide, alumina-related compounds, aluminium salts and other chemical products.
The route extends recovery beyond residual metal by converting non-metallic fractions into potentially higher-value industrial raw materials.
Residue valorisation and by-product utilisation
After aluminium extraction, the remaining oxide-rich fraction commonly contains Al₂O₃, MgAl₂O₄, MgO, SiO₂ and residual salts. Depending on composition and treatment, these materials can be reused in cement, refractories, ceramics, geopolymers, steelmaking fluxes, mineral wool and construction products.
This integrated approach is helping transform aluminium dross from a waste stream into a source of secondary raw materials, supporting the industry's transition towards circularity and improved resource efficiency.
To learn about the autonomous furnace tending in aluminium cast houses from RIA Cast House Engineering, join the webinar Autonomous furnace tending in aluminium cast houses: Improving safety, productivity and yield
Leading companies advancing dross processing
Befesa (Spain/Germany)
Befesa provides integrated aluminium recycling services for salt slag, spent pot lining (SPL), dross, scrap and other residues, recovering aluminium alloys, metal concentrates, oxides and reusable salt fluxes. With global operations and in-house technology, the company is among the world's largest independent recyclers of aluminium salt slag and dross, processing more than 1.3 million tonnes of waste annually.
AMAG Casting GmbH (Ranshofen, Austria)
AMAG Casting recycles raw aluminium dross using on-site rotary and tilting drum furnaces. White and black dross are remelted under salt flux to recover aluminium from heterogeneous residue streams, with continuous process optimisation aimed at improving metal recovery and yield.
Speira / Real Alloy (USA, Germany and Norway)
Speira recycles aluminium dross generated across its production sites, returning recovered aluminium to cast-house operations and reducing landfill disposal. Its salt slag processing facility in Raudsand, Norway, recovers reusable salt and aluminium oxide fractions, supporting a more closed-loop approach to rotary furnace residues.
Stena Aluminium AB (Sweden)
Stena Aluminium processes dross and salt slag in-house through a hybrid system combining proprietary rapid-cooling technology with mechanical and pyrometallurgical upcycling. The integrated approach is designed to maximise the recovery and reuse of valuable materials from aluminium residues.
Norsk Hydro ASA (Norway)
Norsk Hydro uses screw-extruder compaction to minimise dross formation and hot-dross processing to maximise metal recovery. The company also combines rotary salt melting with hydrometallurgical wet leaching to recover and reuse salt fluxes, improving overall resource efficiency.
Novelis Inc. (USA)
Novelis processes aluminium dross internally using pyrometallurgical treatment, mechanical separation and specialised in-house technologies. The company also follows a salt-free melting strategy designed to avoid hazardous salt slag generation while improving resource recovery.
TAHA
TAHA's salt-free technology maximises aluminium recovery without generating hazardous salt cake. Its downstream processes further utilise the remaining mineral fraction, converting it into industrial products. The company continues to advance hot-dross processing, improve material-handling systems and develop new commercial applications for recovered mineral residues.
Future expansions
Emirates Global Aluminium (EGA) plans to acquire an 80 per cent stake in Italy-based Eco Green S.r.l., strengthening its foothold in Europe’s aluminium scrap and dross processing sector. The acquisition would take EGA’s global recycling network beyond 400,000 tonnes annually and enable secondary alloys produced at Eco Green’s Verona facility to be marketed under EGA’s low-carbon RevivAL product line. EGA is also expanding its Rosemount, Minnesota, facility, where Phase 2 is expected to nearly double recycled billet capacity by 2027, supporting growing demand from the US automotive and construction sectors.
As aluminium production and recycling continue to expand, the real opportunity lies not simply in managing dross, but in recovering more value from every fraction it contains.
Responses




