您想继续阅读英文文章还
是切换到中文?
是切换到中文?
THINK ALUMINIUM THINK AL CIRCLE


Aluminium alloy microstructure under an inverted microscope. Strontium modification converts coarse acicular silicon flakes (visible here) into fine fibrous particles-the single most important alloying step that makes structural aluminium giga-casting mechanically possible. (Photo: Wikimedia Commons / CC BY-SA 4.0)
Giga-casting technology has rewritten the economics of automotive aluminium, but the deepest disruption is not in the press hall. It is in the alloy chemistry, the scrap loop, and the macroeconomic positioning of every foundry that supplies the automotive sector. After Part 1 which highlighted aluminium giga-casting revolution in foundries, Part 2 of this series examines the metallurgical science that makes aluminium giga-casting possible, the demand that is about to be created, the closed-loop scrap economy that will redefine secondary metal markets, and what foundries in Germany, China, North America, and India must do to survive the transition.
{alcircleadd}The alloy revolution inside the machine
Standard ADC12 cannot be used in giga-casting. Understanding why requires a short look at alloy metallurgy.
ADC12 contains 1.5 to 3.5 per cent copper. Copper enables T6 heat treatment, which builds tensile strength in the finished casting. An aluminium giga-casting measuring 1.5 metres across cannot undergo T6 solution treatment without catastrophic dimensional distortion. The thermal gradients across a component of that size during solution treatment cause warping that destroys dimensional accuracy. ADC12 is also prone to surface blistering during the electro-deposition paint process when residual gas pores are present - a failure mode that is manageable in small castings but systemic at giga scale (Wang et al., China Foundry, 2024).
The industry needed an entirely new alloy class: aluminium alloys that achieve structural mechanical properties in the as-cast condition, with no post-casting heat treatment.
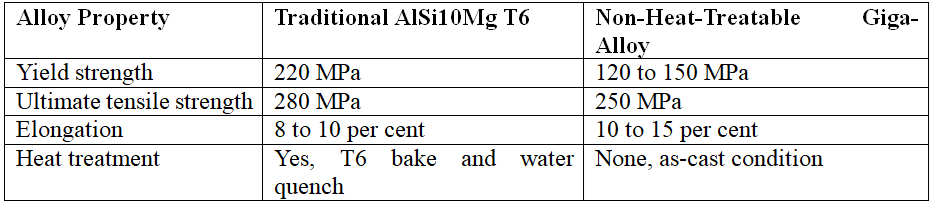
Silafont-36 (Rheinfelden Alloys) is the benchmark European giga-casting alloy. AlSi9Mg composition, copper-free, 10 to 12 per cent elongation in as-cast condition. The absence of copper eliminates the hot tearing and porosity problems that copper introduces at giga scale.
Tesla's special Al-Si alloy, mentioned in a 2021 patent, is probably an Al-Si-Mn mix with added vanadium and chromium to keep its structure stable, reaching a minimum strength of 130 MPa right after casting.
Xiaomi's Titan Metal and NIO's proprietary giga alloy reflect a growing pattern among Chinese EV makers of treating alloy chemistry as a competitive asset rather than a commodity. Both alloys remain proprietary, signaling that the Chinese EV ecosystem is building structural intellectual property at every level of the supply chain.
The iron and manganese chemistry demands close attention. The key metric is not the absolute iron content alone - it is the Mn:Fe ratio. Research from the EU's SALEMA project demonstrates that iron levels up to 0.25 to 0.26 wt% (weight percent) are tolerable in structural HPDC alloys when manganese is maintained at 0.60 wt% or above, because the Mn-rich alpha-AlFe,MnSi intermetallic dominates over the brittle beta-AlFeSi platelet phase. Optimising giga-casting alloy chemistry is a multi-element balancing act, not a single impurity ceiling (Bongiovanni, PhD Thesis, SALEMA Project, 2025).
The strontium modification story is the detail that almost no aluminium trade publication covers with technical depth. Silicon in Al-Si alloys naturally solidifies as coarse acicular flakes - hard, brittle, and randomly oriented. Each one is a pre-existing stress concentrator. Adding 150 to 200 parts per million of strontium to the melt transforms this morphology entirely, converting the acicular flakes into fine fibrous particles. The result is an elongation increase from approximately 4 per cent to 10 to 12 per cent. That single alloying addition is what makes structural giga-casting mechanically possible.
Strontium modification is not a one-time addition at the furnace. Industrial data from the SALEMA European research programme shows that strontium content can fall from over 200 parts per million in the incoming alloy ingot to below 50 parts per million in the final casting - a burn-off exceeding 75 per cent - due to oxidation losses during remelting, melt transfer, and holding (Bongiovanni, PhD Thesis, SALEMA Project, 2025). Foundries that do not account for this burn-off will produce castings with inadequate elongation and will not understand why their scrap rate is elevated.
…and so much more!
SIGN UP / LOGINResponses




