








Abstract
This study analysed the mechanism responsible for abnormal grain growth in 0.95 per cent Si+Fe aluminium alloy discs, previously cold-rolled and subjected to annealing in stationary furnaces. The discs were manufactured from raw materials obtained by two distinct casting processes: Continuous casting and Direct Chill casting. After 80 per cent cold deformation, the samples were annealed at 500°C for 15 hours and subsequently exposed to simulated thermal rework cycles. The results showed that the initial annealing did not cause abnormal grain growth in either production route. However, when the same thermal cycle was repeated as rework, the phenomenon began to occur after approximately 45 hours in the material from Direct Chill casting and after approximately 60 hours in the material from the continuous casting process. This difference in behaviour was attributed to the distinct characteristics of the second-phase particles formed in each type of casting.
Introduction
The 0.95 per cent Si+Fe alloy is widely used in the production of household utensils due to its high formability, good corrosion resistance and low density. Its manufacture can occur through both continuous casting and direct chill casting, as the alloy exhibits good fluidity and consistent behaviour under different solidification conditions. However, the occurrence of abnormal grain growth during annealing represents a critical challenge, as it compromises the surface quality and mechanical performance of stamped components.
When poor quality becomes a problem: Fault identification & corrective actions
The aluminium disc manufacturer reported that its products had been experiencing defects in the market due to the appearance of giant grains after the stamping stage, as illustrated in Figure 1. The company uses a 4.0 mm thick plate as raw material, produced by both continuous casting and direct chill casting. These plates are subsequently cold-rolled to the final thickness, cut into discs and subjected to annealing. The heat treatment adopted consists of 500°C for 15 hours.
After annealing, the discs undergo an inspection to identify surface stains. Parts exhibiting this type of defect are segregated and sent for reworking, using the same thermal cycle. This procedure can be repeated one to four times, depending on the need.
The defect exhibited random behaviour: It did not appear in all batches, and its occurrence varied significantly in quantity. The justification for adopting such a severe annealing cycle was the need to prevent the appearance of oil stains on the surface of the discs. This scenario motivated the present study, whose objective was to clarify the origin of the defect and identify the factors that favour abnormal grain growth.

Figure 1: The abnormal grain growth after stamping the piece
Materials and methods
The raw material was obtained by two industrial routes:
- Continuous casting (CC) process: Rapid solidification (>300°C/s), resulting in smaller and more numerous second-phase particles with some clusters in the central region.
- Direct Chill (DC) casting process: Slow solidification (~1°C/s), producing larger particles in smaller quantities.
Figures 2 and 3 illustrate the respective microstructures
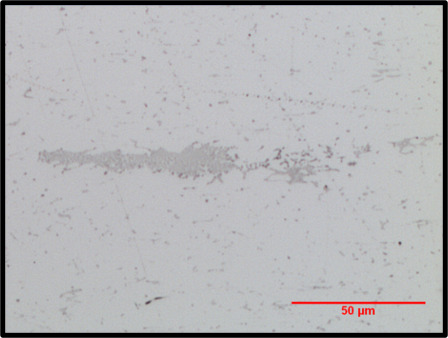
Figure 2: CC process, 500X
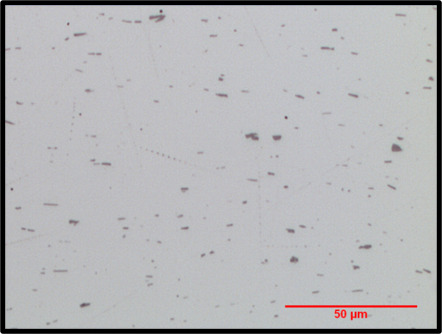
Figure 3: DC casting process, 500X
Samples with an initial thickness of 4.0 mm were cold-rolled to 0.8 mm (80 per cent reduction). They were then subjected to:
- Initial annealing at 500°C for 15 h
- Up to three additional reworking cycles, repeating the same heat treatment
Characterisation included macrography, micrography, chemical etching with Poulton’s solution, electrolytic etching, polarised light and quantitative analysis of second-phase particles.
Understanding microstructures: Grain size and second-phase particles
Microstructure after cold rolling
Both materials exhibited a microstructure typical of severe work hardening, characterised by elongated grains. Figures 4 and 5 show the corresponding microstructures.
Electrolytic etching was used for grain size analysis.
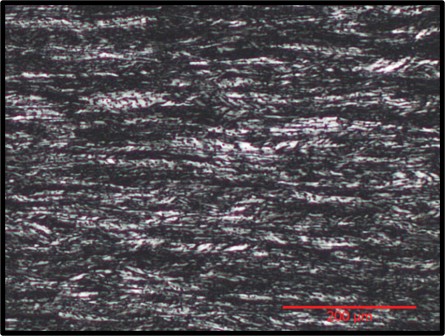
Figure 4: Continuous process, 100X
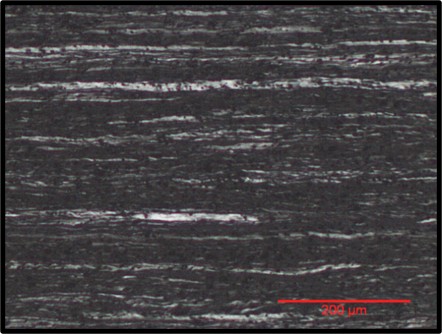
Figure 5: DC casting process, 100X
Initial annealing
Annealing at 500°C for 15 h promoted complete recrystallisation in all samples, resulting in equiaxed grains with an average size of 7.0 ASTM. No abnormal grain growth was observed at this stage. Figures 6 and 7 show the respective grain sizes.
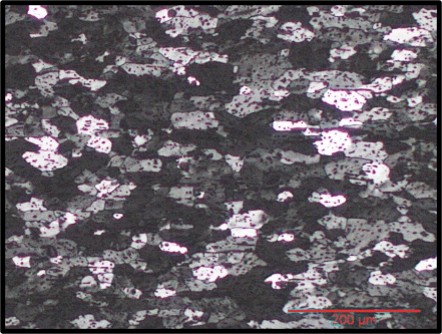
Figure 6: CC process, 100X
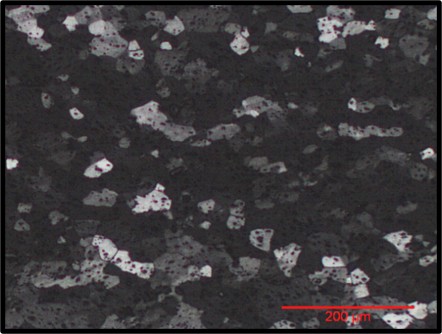
Figure 7: DC casting process, 100X
Distribution of second-phase particles
Quantitative analysis revealed significant differences between the processes:
| Process | Quantity of particles | Average particle area (µm2) |
| DC | 265 | 1,82 |
| CC | 663 | 0,82 |
The results confirm that the continuous casting process generates smaller particles in greater quantity, while the DC casting process produces larger particles in smaller numbers.
Laboratory simulations
The behaviour during the rework cycles was distinct:
- 1st rework (30h): no material showed abnormal grain growth.
- 2nd rework (45h): the defect appeared only in the material from the DC casting process, as illustrated in Figure 8.
- 3rd rework (60h): the defect occurred in both, but more intensely in the DC casting process, as illustrated in Figure 9.
The study shows that in the material from the DC casting process, the defect appears after the second rework, that is, after approximately 45 hours of heat treatment. In the continuous casting process, the phenomenon was only identified after about 60 hours.
Macroscopic analysis was performed on the samples using Poulton’s solution for etching.
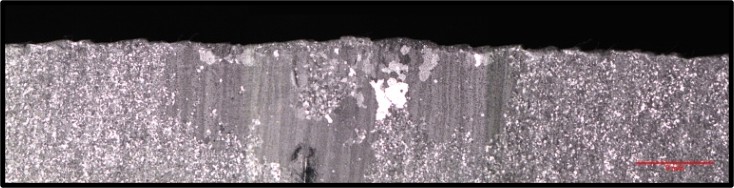
Figure 8: Detail of abnormal grain growth in the material produced by the DC casting process
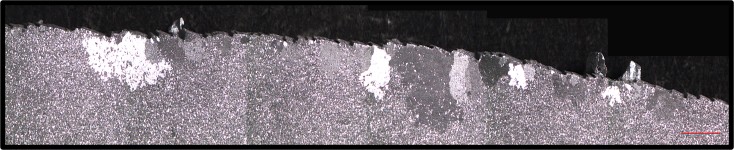
Figure 9: Detail of abnormal grain growth in the material produced by the CC process
Results
Abnormal grain growth is directly related to severe annealing practices and the role of second-phase particles, which act as constraints on grain boundary movement. Smaller particles exert greater restriction (Zener pinning), delaying growth. Thus, material from the continuous casting process exhibits greater resistance to this phenomenon due to the higher density of fine particles.
Corrective actions
After the study was completed, several actions were defined to mitigate the issue. First, a technical inspection of the rolling mills was conducted, revealing that some equipment had hydraulic oil leaks from the rolling mill bearings onto the discs. The maintenance team implemented the necessary repairs, eliminating the leaks. Additionally, considering the low level of furnace automation and the limited air circulation, a new annealing practice was proposed: 370°C for 5 hours.
Conclusions
Initial annealing, even using a severe practice of 500°C for 15 h, does not promote abnormal grain growth in any of the raw material production routes. The phenomenon only occurs after prolonged thermal rework, manifesting itself approximately:
- after ~45h in material from direct chill casting
- after ~60h in material from continuous casting
The difference in behaviour is associated with the size and distribution of second-phase particles, determined by the solidification rate of each process.
The need for rework is related to the contamination of the rolling oil by hydraulic oil from the rolling mill bearings. This contamination generates surface stains, making additional annealing cycles necessary to recover the material.
By eliminating the contamination of the rolling oil, it becomes possible to adopt annealing practices with lower temperatures and times, in addition to eliminating the rework step. This reduces the process lead time, energy consumption, scrap generation and consequently increases efficiency and productivity.
Also read: New aluminium alloy for pressure cookers: Development & technical knowledge
Read all the latest developments in Europe’s aluminium recycling industry: Click here

 Voyagerman Technology
Voyagerman Technology


{kind=link}