








This study examined the mechanism responsible for fractures occurring in the rivet region of beverage can ends manufactured from an Al‑Mg4.5 alloy during the forming process.
Optical microscopy and scanning electron microscopy coupled with energy‑dispersive X‑ray spectroscopy (SEM/EDS) revealed that the fractures were triggered by an inclusion containing Al, Ti, Ca and V. Further analysis indicated that this inclusion originated from one of the raw materials added to the alloy during casting.
After identifying the inclusion’s composition and source, the supplier was notified and conducted a traceability assessment, which uncovered a failure that had occurred during the production of specific batches. Based on this diagnosis, adjustments were implemented in the raw material manufacturing process, eliminating the formation of the unwanted inclusion. As a result, the aluminium alloy quality was restored to the level of excellence required for its intended application.
Introduction
In the aluminium industry, inclusions, typically non-metallic particles, under certain conditions, can lead to defects that severely compromise the integrity of thin- gauge products such as household aluminium foil, beverage and food can bodies, ends and electrical wiring. For critical applications, industrial experience demonstrates that achieving quality excellence depends on the supply of metal with a high level of cleanliness, that is, with an extremely low inclusion content.
Although a variety of highly effective molten metal treatment technologies have been developed over the years to reduce these particles to near‑zero levels, occasional situations still occur in which inclusions remain trapped within the aluminium. When this happens, they may ultimately give rise to surface defects or even fractures during subsequent mechanical forming operations.
Impact on quality
Inclusions have a decisive influence on the final quality of aluminium. They may arise from several sources, including contamination from metal handling tools and equipment, reactions between molten aluminium and the environment, or inputs added during casting, such as grain refiners and alloying elements. Regardless of their origin, the consequences for manufacturing are substantial: Reduced mechanical strength, surface finish damage, failures during forming operations and higher scrap rates. For this reason, controlling their formation and ensuring their effective removal are essential steps in maintaining consistent performance and reliability in aluminium products.
Investigating the root cause
The domestic market has long produced the Al-Mg4.5 alloy to a high-quality standard; however, at a certain moment, customers began reporting failures in the rivets of the beverage can ends.
Initial laboratory analyses indicated that the fracture was associated with an inclusion containing Al, Ti, Ca and V. Figure 1 below shows this inclusion within the fracture zone as observed via SEM, while Figure 2 presents its appearance under optical microscopy. Several lids exhibiting the same defect were examined and the same inclusion was found in all of them. Because this type of inclusion had never appeared in the company’s internal records, it was classified as a previously unknown inclusion.
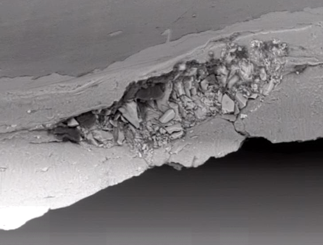
Figure 1: Inclusion located in the fracture region – SEM – 262X magnification
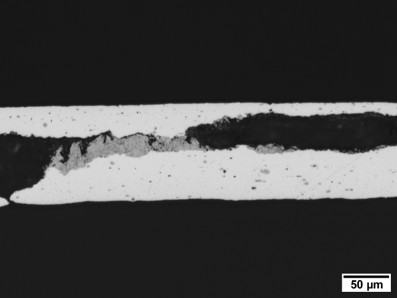
Figure 2: Inclusion located near the fracture region; Optical microscopy, 50X magnification
To determine the origin of this inclusion, a multidisciplinary team was assembled, consisting of engineers, process technicians, remelt operators, a technical assistant and a metallographic analyst with extensive SEM/EDS experience. The investigation was guided by a classic failure analysis tool, the Ishikawa diagram.
Defect characterisation
The inclusion was characterised using both optical microscopy and SEM/EDS.
The inclusion’s composition included the elements Al, Ti, Ca and V. Optical microscopy revealed that the particle exhibited a pale grey colour, very similar to the TiAl₃ phase found in the microstructure of TiAl or TiBAl grain refiners. Furthermore, no evidence of reaction or transformation of this phase was identified in the analysed material.
Different batches of grain refiners were analysed, but the particle in question was not observed in any of them.
A second line of investigation involved analysing another input material added to the Al-Mg4.5 alloy during the casting process. The particle was identified during the initial evaluations, although in small quantities. Based on these preliminary results, the scope of the investigation was expanded to analyse 18 batches of this input material held in stock.
The following criterion was adopted: Number of particles per cm².
The results were surprising, some batches showed only 2 particles, while others contained 49, there were even batches with 250 and up to 330 particles per cm², with sizes ranging from 50 to 220 µm.
Corrective actions: Restoring aluminium quality
- An audit was conducted on the supplier’s manufacturing process, which revealed a failure related to the furnace cleaning procedure prior to producing the batches that exhibited problems.
- The supplier developed and implemented a specific action plan to eliminate the conditions that had allowed the unwanted particle to form.
- All batches of the input material that were still in stock were returned.
Metallographic inspection upon receipt of new batches of this input material was instituted and remained in place until the assured quality level was fully reestablished.
 Voyagerman Technology
Voyagerman Technology


{kind=link}