








Introduction
Aluminium is one of the most widely used materials in the production of modern pressure cookers and that’s no coincidence. Its combination of light weight, mechanical strength, formability and excellent thermal conductivity makes it ideal for equipment that must withstand high temperatures and internal pressure without compromising safety.
One of aluminium’s key advantages is its low specific weight. This allows pressure cookers to be lighter and easier to handle in everyday use, especially in home kitchens where practicality matters.
Aluminium has high thermal conductivity, which means it distributes heat quickly and evenly across the entire surface of the pan.
To support the internal pressure generated during cooking, the aluminium used undergoes forming and hardening processes that increase its mechanical strength.
Pressure cookers are manufactured using deep drawing techniques with a die and punch, a relatively simple process. In addition to controlling process variables, the aluminium alloy and its microstructure play a crucial role in the manufacture of cookers. The material must also meet the requirements established by inspection and certification departments, which guarantee the product’s quality and safety.
Change in legislation: When the aluminium alloy no longer meets the new applicable specification.
A manufacturer of household utensils used an annealed Al Mn alloy to produce externally locking pressure cookers, achieving high levels of efficiency, productivity and quality.
The hydrostatic tests performed on this product reached values around 470 kPa, while the minimum limit required by the national inspection department was 436 kPa, thus guaranteeing the safety of the pan.
At one point, however, the national inspection department announced that the minimum value would be 465 kPa, very close to the performance that had already been practised.
Understanding the customer’s need: How the new alloy was developed to meet the new specification
The pressure cooker manufacturer contacted the aluminium supplier to communicate the new requirements and request an update to the material specification. As an alternative, it was recommended to replace the current alloy with an annealed AlMnMg alloy, suitable for both the pressure cooker body and lid.
The first batch produced with the new alloy was sent to the customer, who began manufacturing both the pan body and the lid. Samples were then collected for hydrostatic testing, and the result was surprisingly superior: The average values reached approximately 700 kPa. The batch was consumed and the customer reported that the bodies of the pressure cookers were produced without any rejections. However, the lids had a rejection rate of 23 per cent due to cracks appearing in the claws responsible for securing the lid to the body of the pot.
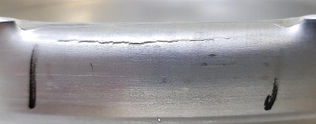
Figure 1: The crack in the clamping claw
We visited the customer to understand the origin of the rejections. During the monitoring on the production line, we evaluated all process variables that could be related to the failure, but no deviation was identified.
We collected some lid samples for analysis at the laboratory.
Sample evaluation
Before starting the tests, we verified the mechanical properties of the batch in question, finding that the results for tensile strength, yield strength and elongation fully met the values specified by the standard. We performed a visual analysis on all samples and, using a stereoscope, thoroughly evaluated all claw regions, both those with cracks and those that appeared intact. The result was surprising: Even in areas where cracks were not visible to the naked eye, microcracks were observed, indicating that the actual rejection rate was even higher.
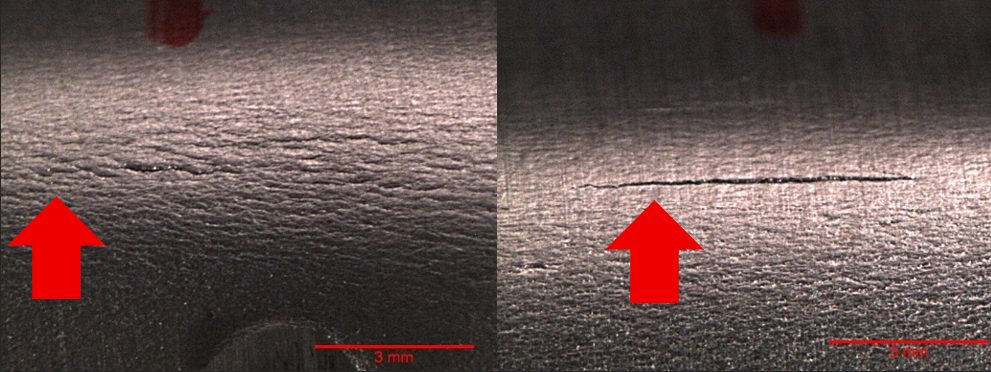
Figure 2: The microcracks in the claw region
Metallographic analysis
The next step was to take a micrograph to evaluate the microstructure of the material. We observed that the material predominantly presented equiaxed grains, but with the presence of some slightly elongated grains, an indication of lower formability.
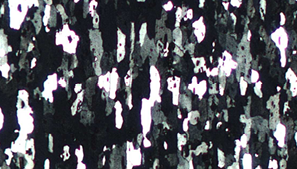
Figure 3: The microstructure with slightly elongated grains
When analysing the manufacturing process, we identified an opportunity to increase the cold deformation rate, with the goal of raising the internal energy stored in the material and, consequently, improving the efficiency of the annealing process.
When analysing the manufacturing process, we identified an opportunity to increase the cold deformation rate, with the goal of increasing the internal energy stored in the material in the form of dislocations and, consequently, improving the efficiency of annealing.
A second batch was produced using the new manufacturing process and, before being shipped to the customer, an additional metallographic analysis was performed to evaluate the grain size, in addition to conventional liberation tests. A significant improvement in the recrystallisation index was observed, although there was still a small fraction of slightly elongated grains. The material was then shipped to the customer and after the total consumption of the batch, it was reported that the rejection rate had dropped to only 1 per cent.
Since there was no possibility of further increasing the cold reduction, a new annealing practice was defined and a third batch was produced. All analyses, including metallography, showed satisfactory results and the material was then sent to the customer. After the total batch was consumed, the customer reported that there were no rejections.
Customer feedback
The customer expressed great satisfaction with the new alloy, both for the significant increase in the safety of the pressure cooker and for the dedication and technical expertise applied throughout the material replacement process, which restored efficiency and productivity levels to a level of excellence.
Lessons learned
One of the great lessons learned from this real-world case was the correlation between microstructure and mechanical properties.
In metallurgy, we cannot limit ourselves to evaluating only mechanical properties; it is essential to also analyse the microstructure, since tensile testing often fails to reveal important details associated with the material’s low formability. Another essential point is understanding how the microstructure behaves as a function of the alloy’s chemical composition, since small variations in alloying elements can significantly alter the final performance.
Also read: When stamping goes wrong: Investigating “Broken Surface” defects in aluminium cookers
 Voyagerman Technology
Voyagerman Technology


{kind=link}