您想继续阅读英文文章还
是切换到中文?
是切换到中文?
THINK ALUMINIUM THINK AL CIRCLE

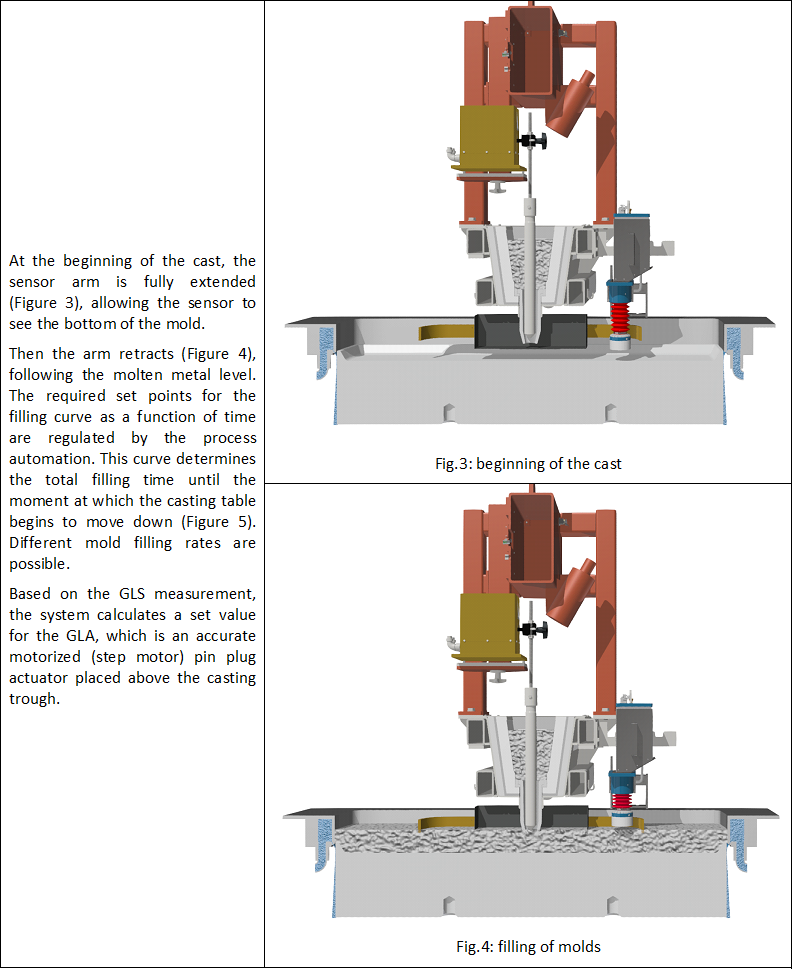
Depending on the type of aluminium alloy to cast, automatic casting machines should be equipped with a precise and powerful metal-level control system.
The filling phase of the mould is challenging because we are faced with harsh conditions, mainly due to the presence of flames and smoke that can disturb the metal level measurement system. The use of an inductive measuring system overcomes those problems. However, their measurement range is relatively small, usually about 40 mm. Consequently, the mould must be filled without regulation and with the plugs fixed open. If, for any reason, the filling speeds of the moulds vary too much, the cast must be aborted to ensure safety. This happens when the delay between the first and last mould reaching the desired level is too long.
{alcircleadd}The solution to the mould-filling problem is to regulate the level as soon as metal enters the mould. This requires a sensor with a more extensive measuring range of around 240 mm.
The GLS (GAP Level Sensor) is based on an inductive sensor fixed on a mechanical system that moves vertically. A microcontroller and the control of the actuator's mechanical position allow the measuring range to be increased to up to 240 mm.
When combined with the GLA (GAP Level Actuator), the GLS allows the molten metal level in the mould to be monitored during all stages of the casting process.

Fig.1: MMLC-System installed on an EMC casting machine
FEATURES OF THE GLS/GLA SYSTEM
INTEGRATION IN EXISTING AUTOMATION
A program running on the casting machines' computers (PLC, PC, or real-time system) implements the filling curve and the necessary PID regulation and also outputs the set values for each plug actuator.
While integration into an existing automation system must be examined in each case by our specialists, this does not pose a problem, as GLA and GLS can be integrated perfectly into an existing program in all cases. This is because both components are independent units that are only linked to the machine by input and output signals.
Of course, our specialists can also perform the mechanical integration of the system based on existing equipment.
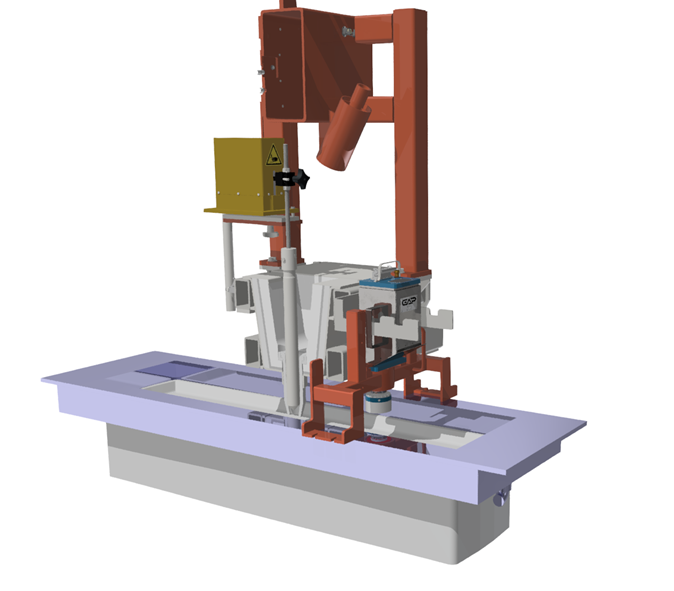
Fig.2: Mechanical integration of GLS and GLA on existing casting machines
GLA/GLS OPERATION PRINCIPLE
Technical specifications of GLS
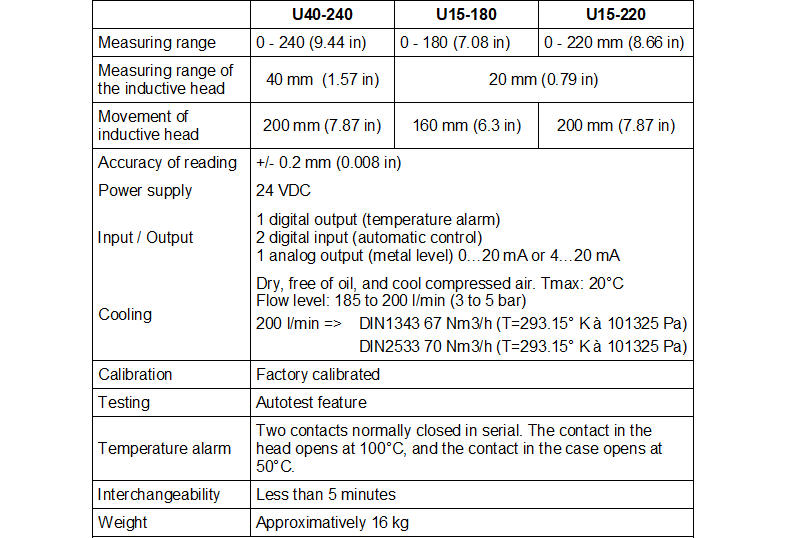

Figure 6 - GLS - U40-200

Figure 7 - GLS - U15-180
Technical specifications of GLA
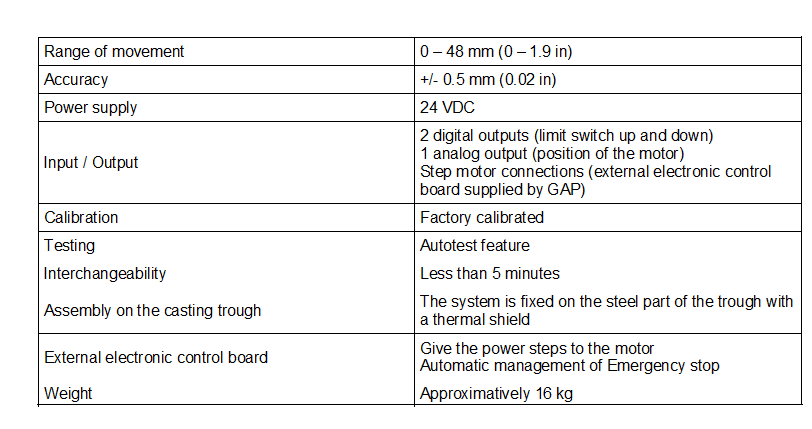

Figure 8 - GLA
Responses




