







Closing the loop
Until the last century, the scientific understanding that sought truth and tried to reach pure knowledge and the science-technology relationship or integrity that developed based on, influenced by and supported each other, was disrupted in favour of technology. This means that in technological studies, the priority has shifted to the interests of the industrialist before the universal and public benefit represented by science. The industrialist, by virtue of his position, is focused on “making a profit” and strives to develop the technology he applies to the extent that it allows him to make a profit. This process has created three fundamental problems:
a) Neglect of the “anthropogenic environmental damage” that will occur in industrial production processes: For the industrialist, environmental pollution is the flow of non-production materials or energy that does not have an economic return when used as raw materials. However, for society, “pollution, which means environmental degradation,” is a phenomenon that limits living opportunities, disrupts its relationship with nature, threatens the lives of future generations and directly affects and harms them.
b) Unplanned and reckless use of raw materials and energy resources: Due to dwindling natural resources, there are large fluctuations in ore and energy costs and global economic crises are seen more frequently.
c) As a result of all this, social welfare decreases, the quality of life of ordinary people deteriorates and economic income inequality constantly grows. This situation is a vital problem for engineers, whose main purpose is to produce for the welfare and happiness of society and it imposes new responsibilities on engineers.
Given the conditions we find ourselves in today, we live in a period where long-term planning for a sustainable and safe world is extremely important. The need for technological development and progress will continue. However, while some see economic growth as indispensable for a sustainable society, others see economic growth itself as a problem.
Although the priority of policy decisions seems to be healthy economic growth that will create wealth to solve environmental problems, it is clear that the cost of repairing the existing environmental damage will be much greater. Therefore, “sustainability conditions” will gain importance in all investments, improvement projects and new product and material designs to be made in the coming period. Technological trends show that the focus will be on renewable energy systems, lighter vehicles, low carbon emissions and greenhouse gas control and increasing secondary metal production.
In the linear economy, “recycling,” which starts with waste and is part of the waste hierarchy, has evolved in the circular economy, due to technological advancements, from waste that hasn’t yet acquired the characteristics of waste or from controllable intermediate products into “new raw materials” suitable for value creation.
The primary objective of the secondary aluminium industry, or its function when viewed in the context of the overall aluminium industry, is to introduce the maximum amount of aluminium material into the secondary cycle, to ensure that the secondary cycle progresses on a “closed-loop recycling” basis and to minimise metal loss and maximise energy efficiency in each cycle’s scrap preparation, melting and refining stages. This is the ideal outcome.
But, from the perspective of metal recycling, an ideal “loop-closing” scenario is impossible. Both the practicalities of life and the metallurgical nature and demands of secondary production do not allow for this. Every sustainable technological activity, including secondary metal production, also demands energy and generates carbon emissions. When different metals or compounds are mixed (as in secondary aluminium production), entropy always increases. Therefore, to separate a mixture, it is necessary to reduce the entropy of that system. This can only be achieved by using energy from the environment. Thus, recycling is not cost-free: we need energy.
Also read: Recycling as the seventh resource: How aluminium is powering the next metallurgical revolution
Aluminium recycling: From scrap to metal
Aluminium is a “renewable” material. Aluminium products perform their functions throughout their lifespan. The end of their lifespan means the loss of properties such as high strength, corrosion resistance, high elasticity and electrical and thermal conductivity.
However, scrap aluminium, when reprocessed under appropriate conditions, re-enters the system as secondary aluminium, regaining all these lost properties. Approximately 0.9-0.95 tonnes of new aluminium material can be produced from 1 tonne of scrap aluminium by recycling it (due to scrap preparation and melting losses).
The aluminium economy is circular. Aluminium products are only used; they are not wasted. When their lifespan ends, they are reintroduced into the system as raw materials for the secondary aluminium industry, provided they are processed under appropriate conditions. Therefore, every gram of aluminium that is not recycled is a “loss” and allowing this is a “mistake.”
The aluminium recycling process is ultimately a remelting process. This means that it is not possible to reduce aluminium oxide (Al2O3), the raw material for the production of primary metallic aluminium, back to metal and the possibility of removing the physical and chemical impurities and contaminants contained in the melt is limited, while achieving the chemical composition of the target alloy and the desired metallurgical properties is necessary. Therefore, wrought alloys can be recycled back into casting alloys (downcycling) and primary metal or new scrap is added to dilute the impurities to acceptable levels.
Oxides come through the scrap; the amount of oxide increases with the surface area of the scrap and is therefore inversely proportional to the scrap particle size, or oxides are formed during the remelting process through reaction with air or through the reduction of impurities.
Table 1: Data for the global average emissions from aluminium production, including present and future Best Available Technologies (BAT) for raw materials production and smelting (based on using power from renewable resources). Primary aluminium parts’ data from (reference 3):
| Process | Present Global Average Emissions (t CO2/t Al) | Present BAT Emissions (t CO2/t Al) | Future BAT Emissions with CCS (t CO2/t Al) | Future Emissions with inert anodes (t CO2/t Al) |
| Alumina refining | 2.6 | 1.0 | 0.2 | 0.2 |
| Anode production | 1.0 | 0.813 | 0.5 | ~0.01 |
| Electrolysis | 2.0 | 1.4 | 0.25 | 0 |
| Total | ~5.6 | ~3.2 | ~1.0 | ~0.2 |
| Recycling | 0.6 (IAI) 0.5 (Hydro) |
The fundamental driver of the aluminium recycling industry is the preservation of the enormous electrical energy embedded in the metallic bond of refined aluminium. In primary production, the extraction of aluminium from alumina (electrolysis) requires overcoming an extremely high enthalpy of formation.
This process involves the electrolytic reduction of alumina in a molten cryolite bath, a method that has remained fundamentally unchanged for over a century despite incremental efficiency improvements. Because primary smelting is so energy-intensive, the resulting metallic aluminium acts as an “energy bank.”
Recycling allows for the withdrawal of this energy with minimal additional input, as the process merely requires the thermal energy to reach the melting point of approximately, rather than the chemical energy to break the Al-O bond.
The hidden complexity of secondary aluminium production
The global metallurgical sector increasingly recognises that while aluminium is theoretically infinitely recyclable, the practical execution of a closed-loop system is an exceedingly difficult industrial endeavour.
The narrative of aluminium as a “green” metal rests upon a stark thermodynamic contrast: the primary production of aluminium from bauxite ore via the Hall-Héroult electrolytic process is one of the most energy-intensive industrial activities on the planet, requiring approximately 12.500 to 16.000 kWh of electricity per tonne of metal produced.
In contrast, the secondary synthesis of aluminium from scrap requires only 5% to 10% of that energy, representing a 90-95% monumental reduction in the total energetic footprint.
However, this energy saving serves as a theoretical ceiling that is frequently lowered by the extreme technical and systemic challenges inherent in the recycling value chain. The industry’s current struggle is defined by a chaotic landscape of mixed metal, painted profiles, oily machining chips and contaminated automotive parts that complicate the path toward true circularity.
The secondary aluminium production process is more complex and unique than the primary aluminium production process. It is one of the industries that requires the most “tacit knowledge” among metallurgical processes. The increasing use of aluminium and its alloys also means a diversification of secondary aluminium sources. In this context, secondary aluminium production is not a standard process. Different scraps yield different efficiency and quality results in different melting systems. The ability to analyse and find solutions for each case is required. At the same time, close collaboration and interaction with other engineering disciplines are necessary for an efficient production process.
Different types of post-consumer scraps:


Image 1: Post-consumer scrap


Image 2: Post-consumer scrap
- Aluminium metal and alloys are a material that finds use in almost all sectors and industries. Naturally, each application brings different properties, and therefore, it is possible to encounter aluminium materials with very different alloys and physical structures. Therefore, a great deal of variety and diversity in aluminium scrap enters the system as raw material for the secondary industry, and this diversity and difference lead to increased complexity in the “scrap preparation,” “melting” and “metal refining” processes. For example, the use of multi-material applications in industries like packaging and the automotive industry, which are among the most important sources of scrap, presents itself as an engineering paradox.
- Since the main raw material for secondary plants is “urban mines,” they are established in locations close to city centres. Therefore, the technology of the plant itself must also be environmentally friendly.
- One of the primary reasons why aluminium recycling is not an easy task is the fragmented nature of the recycling chain. Unlike primary production, which is often vertically integrated from the mine to the smelter, the recycling process involves a series of independent actors: collection centres, scrap yards, shredder operators and secondary smelters. Each of these actors optimises their own portion of the process, often to the detriment of the overall system. Collection centres focus on volume; scrap yards focus on rapid throughput and secondary smelters are left to manage a feedstock that is frequently contaminated with multiple alloys, coatings, moisture and non-metallic residues.
This fragmentation leads to a “difficult input” scenario where scrap enters the furnace as a chaotic mixture rather than a refined raw material. Historically, the industry relied on simple sorting techniques such as magnetic separation to remove ferrous materials and eddy current systems to separate non-ferrous metals from trash. While effective at a basic level, these methods fail to distinguish between the hundreds of different aluminium alloy families. When various alloys, such as 6000-series extrusions and 3000-series beverage cans, are mixed before melting, the resulting melt becomes an unpredictable metallurgical soup.
- The most profound technical challenge in aluminium recycling is the irreversible accumulation of deleterious impurities, often referred to as “tramp elements.” Unlike steel or copper, where certain impurities can be oxidised or slagged off during the melt, aluminium is a highly reactive metal that acts as a solvent for a wide range of foreign elements. Once an impurity like iron or silicon enters the aluminium melt, removing it is metallurgically impractical or prohibitively expensive.
Because impurities cannot be easily removed, the industry currently manages this chemical complexity through two primary strategies: downgrading and dilution. Downgrading involves using high-purity scrap to produce lower-grade alloys, such as using extrusion scrap to make engine blocks. Dilution involves adding a “sweetener” or primary aluminium to the melt to lower the concentration of impurities below critical levels (in the case of wrought alloys, scrap to wrought alloys semi-product). While these strategies allow for the reuse of metal, they are inherently unsustainable in a truly circular economy. Continuous downgrading eventually leads to a surplus of scrap that is too contaminated for any use, while dilution perpetually requires the input of new, energy-intensive primary metal.
- The melting process itself is a major source of metal loss. When scrap containing paint, plastic, or machining oil is charged directly into a furnace, these contaminants burn off, creating an oxidative environment. This leads to the formation of dross, a mixture of aluminium oxide and metallic aluminium that floats on the surface of the melt.
- To minimise oxidation and dross formation, advanced recyclers employ decoating or delacquering systems. These systems thermally remove organic contaminants in a controlled, low-oxygen atmosphere at temperatures around 300-550 ⁰C. By removing the “dirty” elements and VOC content before the metal enters the melt, these systems preserve the alloy properties and ensure higher recovery yields.
Combined decoater & melter (CDM from INSERTEC)
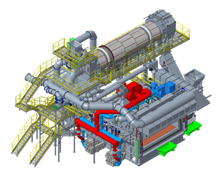
Image 3: Combined decoater & melter
- When dross is formed, it must be processed to recover as much metallic aluminium as possible. This is traditionally done in a Rotary Salt Furnace (RSF), where salt fluxes (NaCl and KCl) are added to the dross to promote the separation of metal from oxide. The residue of this process is known as salt cake or salt slag, a hazardous waste containing metallic aluminium, aluminium oxide and concentrated salts.
Salt cake represents a significant environmental challenge. It is highly leachable; if disposed of in standard landfills, the salts can contaminate groundwater. Furthermore, the reactive metallic aluminium in salt cake can react with moisture to produce explosive hydrogen gas or toxic ammonia gas. Because of these risks, the disposal of salt cake is becoming increasingly regulated and costly, creating an economic incentive for salt-free dross treatment or salt cake utilisation technologies.
Conclusion
The assertion that aluminium recycling is “not an easy job” is supported by the immense complexity found at every stage of the process. From the thermodynamic inefficiencies of remelting to the metallurgical crisis of iron and silicon accumulation, the path to circularity is blocked by significant technical hurdles. The industry must navigate the hazardous management of salt cake, the respiratory risks of smelting emissions, and the economic volatility of global scrap markets.
The transition to a more efficient recycling model depends on several factors:
Technological Integration
- Combining AI-driven optical sorting with high-precision LIBS and XRT sensors to produce high-purity alloy streams.
- AI-supported furnace monitoring to manage metal and energy efficiency
- Online molten metal analysis to avoid downcycling
Scrap Preparation
Implementing universal decoating and thermal pre-treatment to reduce oxidation and metal loss.
Metallurgical Innovation
- Developing recycle-friendly alloys that can function at high impurity levels, reducing the dependency on primary aluminium for dilution.
- Developing new melting technologies by considering scrap specifications.
Policy and Design
- Enforcing Design for Recyclability guidelines and extended producer responsibility
(EPR)schemes to ensure that products are designed with their end-of-life in mind. - Raising public awareness about scrap metal collection and sorting at the source.
By addressing these challenges through a holistic, systems-thinking approach, the aluminium industry can move beyond simple downgrading and dilution toward a high-value, sustainable circular economy. The energy savings of remain the ultimate prize, but achieving them consistently requires a relentless focus on process discipline and technological innovation.
However, it should be remembered that sustainability is not a journey that will last forever; it is merely a matter of postponing the expected end.
References
- Patrick Wollants, Thermodynamic 101, Handbook of Recycling, State-of-the-Art for Practitioners, Analysts, and Scientists, Edited by: Ernst Worrel and Markus Reuter, Elsevier 2014
- Thorvald Abel, Geoffrey K. Sigworth, Anne Kvithyld, Principles of Metal Refining/Recycling, Oxford University Press, 2021
- Halvor Kvande, Gudrun Seavarsdottir, Berry Welch, Decarbonising the Primary Aluminium Industry: Opportunities and Challenges, Light Metal Age, February 2023
 Voyagerman Technology
Voyagerman Technology


{kind=link}