







The relationship between aluminium and sustainability
The relationship between aluminium and sustainability can be examined in two contexts:
1) From a metallurgical point of view:
- Possible new technologies and innovative efforts aimed at reducing energy consumption and consequently Scope 1 and Scope 2 emissions, especially in primary aluminium production,
- The recyclable property of aluminium, which has much greater potential than other metallic materials
2) From a material perspective:
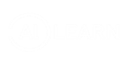
Its use in almost every industry, primarily due to its lightness, high mechanical properties and ease of processing. Because of these excellent properties, aluminium and its alloys can find new application areas that were never thought possible.
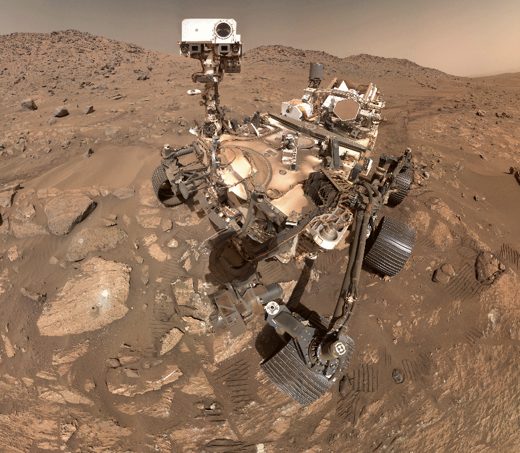
Image 1: NASA’s Perseverance Mars rover took this selfie, made up of 62 individual images, on July 23, 2024. A rock nicknamed Cheyava Falls is to the left of the rover near the centre of the image. NASA/JPL-Caltech/MSSS.
(Source: https://science.nasa.gov/mission/mars-2020-perseverance/)

Image 2: The aluminium wheels of NASA’s Curiosity (left) and Perseverance rovers. Slightly larger in diameter and narrower, 20.7 inches (52.6 centimetres) versus 20 inches (50.8 centimetres), Perseverance’s wheels have twice as many treads and are gently curved instead of chevron-patterned. April 03, 2020. NASA/JPL-Caltech.
(source: https://science.nasa.gov/mission/mars-2020-perseverance/rover-components/)
Primary vs secondary aluminium production
Aluminium smelting is a capital-intensive industry: The electrolysis process has been used, maintained and studied for decades; compared to other extractive metallurgy processes, the molten salt electrolysis process and its ecosystems are well-established and optimised. Maximising production with the existing infrastructure is the most economical way known to create value.
Aluminium smelting is an energy-intensive process: Thermodynamically, there is a lower limit to energy consumption. If electricity is not produced from renewable sources, carbon emissions will continue to be a problem.
Aluminium smelting plants are complex structures:
- They usually operate integrated with a power plant and alumina refinery, or if imported raw materials are used, they must be located near a port.
- A mixture of batch and continuous processes.
- The interface between the plant areas is typically through an inventory buffer.
- Internal logistics between areas.
Possibilities exceeding design capacity:
- Advances made and ongoing in recent years are generally based on digitalisation and supported by automation, robotics and/or artificial intelligence.
- Inert anode technology, although discussed in the media, has not yet reached a level that will transform the industry in primary aluminium technologies.
So, is this recycling process, on which we have placed so much hope, innocent enough to contribute to the EU’s decarbonisation goals?
Understanding recycling process technologies
Our primary task as engineers working in the aluminium recycling sector is to control and minimise the conversion cost from scrap to product/semi-product. While cost was traditionally measured solely in monetary terms, today we must also consider carbon and equivalent emissions, as well as the occupational health and safety conditions created in the workplace.
The biggest risk is downcycling instead of recycling when trying to reintegrate scrap into the system through recycling.
ISRI catalogues define more than 50 types of aluminium scrap; however, it is known that more than 450 different aluminium alloys are in use.
Prescription preparation
The variety of aluminium scrap as a raw material is much more complex than that of bauxite, the primary raw material.
Recycling the original product from the same scrap metal is not possible, considering scrap metal collection practices, except for short-lived scrap metals like UBCs.

Image 3: Recipe Preparation
(Source: ChatGPT)
Preparing a recipe is, in a sense, similar to a master chef preparing a meal. The key criteria are:
- final chemical analysis,
- maximum alloying element recovery,
- self-heat generation potential,
- optimum carbon emission,
- optimum cost,
- optimum quality conditions, using different raw materials.
Scrap preparation
Aluminium is used in almost every sector and the products and therefore scrap, contain a wide variety of coatings, paints and other metallic additives, as well as chemical impurities, depending on the application and vary in size and density, directly affecting the metal yield during melting. Furthermore, scrap may contain substances that are hazardous to human and environmental health. Removing these impurities and separating and grouping closely related alloys is crucial. Source reduction is as important as recycling
Aluminium scrap must be free of contaminants for explosive reasons:
- Heavy grade and oils
- Residual chemicals such as nitrate and sulphate and other oxidising materials
- Corroded and oxidised material
- Water and other volatile substances (solid or liquid)
- Salt fluxes
- Bottle (glass/plastic), pressure packs, butane lighters, etc.
Aluminium scrap must be free of contaminants:
- Product exposed to radioactive substances
- Product contaminated by polychlorinated biphenyls (PCBs)
- Product alloyed, plated or free of selenium, cadmium, lead, mercury, arsenic, beryllium or antimony.
Mechanical scrap enrichment processes, decoating/delacquering/deoiling/drying thermal processes and increasingly popular and promising sensor-based scrap sorting technologies are the main components of the scrap preparation process.
It should be remembered that the efficiency of the melting process depends primarily on the quality of the scrap preparation.

Figure 4: IDEX decoater from INSERTEC
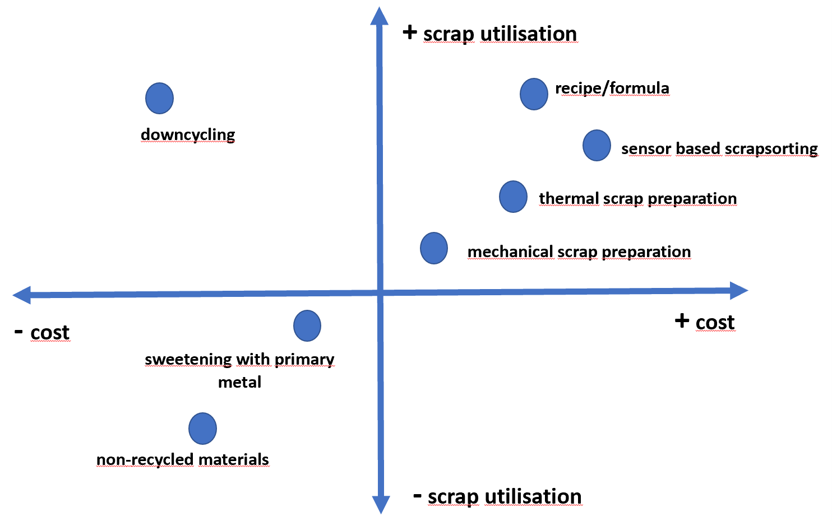
Figure 5: Scrap utilisation – cost relation
Melting technologies
Naturally, investors want to melt all types of scrap in the same melting furnace. However, the choice of melting furnace is quite critical, depending on the type of scrap, the level of scrap preparation and the quality of the final product. The correct melting furnace selection and equipment are the most important factors determining the conversion cost.
Melting furnaces are a gold mine in the casthouse. Melting operations offer enormous potential for improvement through the use of technological theoretical knowledge and tacit operational knowledge.
| Type of furnace | Remelter | Refiner | Foundry | Primary casthouse |
| Reverberatory furnaces | ||||
| Hearth furnace | 3 | 3 | 3 | 3 |
| Top-loading furnace | 3 | 1 | 0 | 0 |
| Round furnace | 1 | 0 | 1 | 0 |
| Open side-well furnace | 4 | 3 | 2 | 1 |
| Twin chamber furnace | 2 | 3 | 0 | 0 |
| Dry-hearth furnace | 1 | 3 | 0 | 0 |
| Quick melting furnace | 0 | 3 | 1 | 0 |
| Tower furnace | 2 | 1 | 3 | 0 |
| Barrel type furnace | 2 | 2 | 0 | 0 |
| Oval furnace | 2 | 2 | 0 | 0 |
| Electrically heated reverb furnaces | 1 | 1 | 2 | 2 |
| Crucible furnaces | ||||
| Fuel-fired crucible furnace | 0 | 0 | 3 | 0 |
| Electrically heated crucible furnace | 0 | 0 | 3 | 0 |
| Coreless induction furnace | 2 | 1 | 4 | 1 |
| Channel induction furnace | 2 | 0 | 1 | 1 |
| Rotary Furnaces | ||||
| Rotary drum furnace | 1 | 4 | 0 | 0 |
| Tiltable rotary drum furnace | 2 | 4 | 0 | 0 |
Table 1: Application of furnaces in the aluminium industry
Indicators:
0: not used
1: used in special cases
2: frequently used
3: standard technology
4: key technology
Conclusion
Understanding and managing technology is crucial for recycling operations to be economical, have lower carbon emissions, and consider worker health and safety, thus avoiding downcycling risks:
recycling→ recycling technology understanding & management
recycling → upcycling technology understanding and recipe/formulation In general, the main parameters related to scrap metal are summarised in the table below.
| Problem | Related with | Solution | Technical Explanation |
| Pre-consumer scrap | |||
| Light Gauge | Metal Efficiency | Side-well Reverb melting with submerging | No contact between flame and solid scrap |
| Loose scrap charging | Energy Efficiency | Quick submerging without air contact (minimum oxidation) | |
| Post-consumer scrap | |||
| Metallic contaminants | Metal Efficiency | Mechanical scrap pretreatment | Magnetic separation, heavy metal removal with an air knife, sensor-based sorting |
| Metal Quality | |||
| Organic contaminants | Metal Efficiency | Thermal scrap pre-treatment (decoating) | Clean scrap=high metal efficiency |
| Energy Efficiency | Heat recovery from organics | Clean scrap=low carbon emission | |
| Carbon Emissions | No thermite reaction | ||
| No reaction of chemical compounds with aluminium | |||
| Less flux requirement and less dross production | |||
| Inorganic contaminants | Metal Efficiency | Mechanical scrap pretreatment | To prevent the reduction of Si and Fe in contaminants |
| Metal Quality | Thermal scrap pre-treatment (decoating) | To prevent extra dross formation | |
| Low grade scrap and dross | |||
| Free of iron >5% | Metal Quality | Rotary melting under a molten salt bath | Metal recovery in reasonable conditions |
| Low aluminium content (Packaging scrap) | Metal Efficiency | Low energy consumption because of the self-heating of scrap salt cake problem | |
| Cooled dross | Energy Efficiency | Salt cake problem | |
Table 2: Scrap-related main parameters
 Voyagerman Technology
Voyagerman Technology


{kind=link}